Руководства на все автомобили
1. Технические данные
2. Эксплуатация и обслуживание
3. Двигатель
3.0 Двигатель
3.1 Особенности устройства
3.2 Возможные неисправности двигателя, их причины и методы устранения
3.3 Снятие и установка двигателя
3.4 Разборка двигателя
3.5 Сборка двигателя
3.6 Стендовые испытания двигателя
3.7 Проверка двигателя на автомобиле
3.8. Блок цилиндров
3.9. Поршни и шатуны
3.10. Коленчатый вал и маховик
3.11. Головка цилиндров и клапанный механизм
3.11.1 Головка цилиндров и клапанный механизм
3.11.2 Особенности устройства
3.11.3 Снятие и установка на автомобиле
3.11.4 Разборка и сборка
3.11.5 Очистка головки цилиндров
3.11.6 Проверка и шлифование седел клапанов
3.11.7 Клапаны
3.11.8 Направляющие втулки клапанов
3.11.9 Маслоотражательные колпачки направляющих втулок
3.11.10 Рычаги клапанов
3.11.11 Пружины
3.11.12 Прокладка головки цилиндров
3.11.13 Проверка герметичности головки цилиндров
3.12. Распределительный вал и его привод
3.13. Система охлаждения
3.14. Система смазки
4. Топливная система
5. Система зажигания
6. Система запуска и зарядки
7. Трансмиссия
8. Ходовая часть
9. Рулевое управление
10. Тормозная система
11. Электрооборудование
12. Кузов
13. Особенности ремонта
14. Приложения
Часто задаваемые вопросы
Ссылки на другие сайты
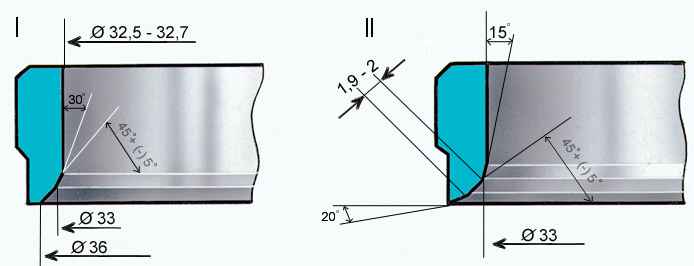
Автомобиль ВАЗ 2101 (Жигули)Все автомобили » ВАЗ 2101 (Жигули) . 3.11.6 Проверка и шлифование седел клапанов3.11.5. Проверка и шлифование седел клапановПрофиль седла впускного клапана
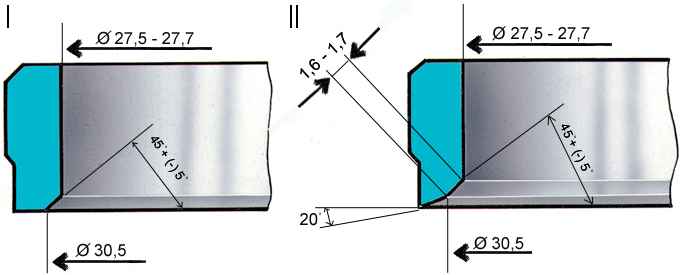
Профиль седла выпускного клапана
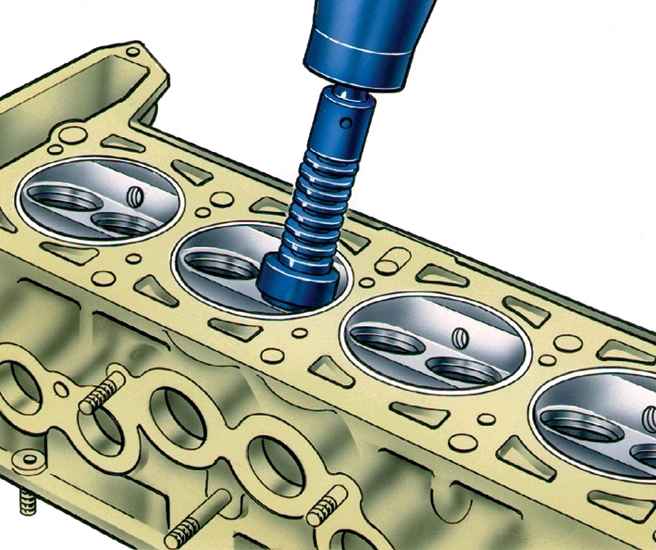
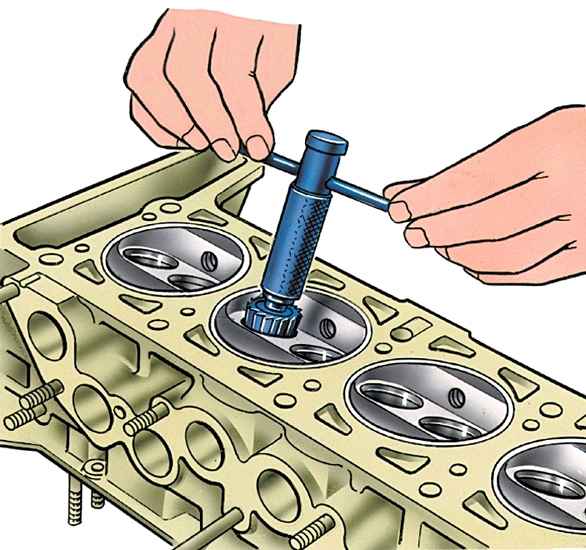
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки. Шлифование |